工件分析:在加工3.5左邊這段外圓長65,橢圓了,之前鑽頭根本沒法用,鑽頭肉眼可見變彎了,孔直接如圖這樣
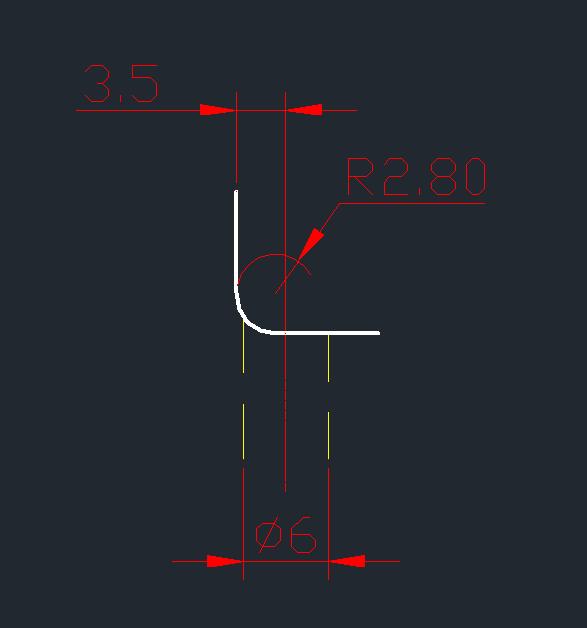

SS碩朔,非标成型,在鑽削圓弧面做引孔鑽或三尖鑽,90度的定心鑽和深孔鑽的引孔鑽一體成型。

非标刀具,非标成型刀具定制在進行弧面上鑽孔用平頭鑽頭

非标刀具,非标成型刀具定制廠家,鑽削非平面工件可能因鑽頭切削刃受力不均,導緻極易磨損,需要掌握鑽孔原則;在鑽非平面時,存在鑽頭偏斜風險。爲了避免這種情況,總的原則是在鑽入時降低進給。
凸面鑽削加工:當半徑大于4倍鑽頭直徑且孔垂直于半徑,則可以鑽削。在鑽入過程中将進給降低至正常進給率的50%。
斜面鑽削加工:當傾角小于等于10°,則在鑽入過程中将進給降低至正常進給率的1/3。如果傾角大于10°,則不建議鑽入。先在表面銑出一個小平面,然後再鑽孔。
不規則表面鑽削加工:将進給率降低至正常進給率的¼,以避免切削刃崩刃。

